

随着经济的发展,水泥越来越广泛地使用。然而,水泥生产过程中能耗高的问题一直陷入困境的水泥制造商。如何减少水泥生产能源消耗,提高生产效率已成为越来越多的问题。
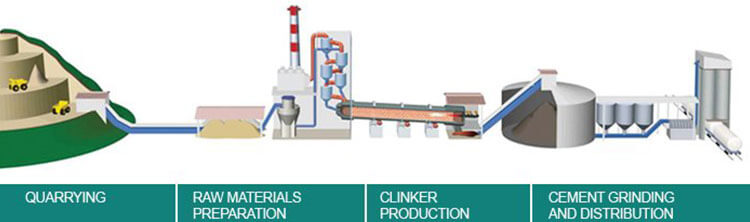
原料制备,熟料煅烧和水泥研磨是水泥制造的三种方法。为了降低运输成本,企业通常在矿区附近设立水泥熟料生产线,并在销售市场周围的水泥磨削厂。水泥研磨厂是水泥生产线的最后一站。其功耗占整个水泥厂的65% - 75%。因此,降低水泥研磨过程中的能量消耗对于节能和减排的能量消耗具有重要意义水泥生产厂。
目前,一些中小型水泥厂仍采用传统水泥球磨机研磨水泥。虽然传统的球磨机和水泥分离器都具有高能耗和低容量的缺点。虽然有些企业已经使用了新的干燥生产过程,但磨削过程中仍存在问题。例如:
- 研磨机的内部结构不合理,这导致水泥颗粒的广泛分布范围和低工作效率。
- 研磨机的长度小于直径比,耐磨性差,磨削时间长,工作效率低。
- 水泥分离器的工作效率低,使得粒径为3至32μm的微粉不能分离。
水泥磨床节能措施
选择节能水泥厂
目前,一些水泥生产企业仍在使用传统水泥厂。它大大降低了生产效率,提高了生产成本,并影响水泥产品的质量。如果您想升级目前的水泥磨削工厂以达到节能和利润增加的目的,最直接的方式是在传统水泥厂进行技术改造或更换一批新的节能磨床,这样作为水泥立式轧机研磨系统,新型水泥球磨机研磨系统,水泥辊压力机,新型水泥分离器等等,它们都具有高自动化,节能和高输出的特点,可以大大提高水泥磨削厂的生产效率和质量。

采用新的研磨技术
新技术在水泥研磨装置中的应用可以大大减少节能投资,获得最大的经济效益,如多点负载和多点卸载技术,水泥滚筒压力机组合磨削技术等,我们相信,与开发,越来越先进的研磨技术将在未来的水泥磨削单元中应用,以帮助水泥企业最大限度地提高其益处。
减少研磨材料的粒度
通过在其之前设定预研磨机来提高水泥厂的工作效率,以降低材料粒度(在进入研磨轧机之前的材料粒度<10mm之前),是提高水泥厂的工作效率的重要措施。以这种方式,降低了水泥厂的功耗,水泥产物的粒度浓缩,范围为3-32μm。水泥辊压机是一种常用于水泥磨床的预研磨设备。它具有先进的工作原理和合理的结构,具有高可靠性,机械故障,较大的破碎率,高效率和低功耗。为了减少水泥磨床的功耗,水泥预研磨设备的应用值得推广。

| 类型 | 滚子直径(mm) | 滚筒宽度(mm) | 馈电尺寸(mm) | 输出(T / H) | 电力(kw) |
| G140-80. | 1400. | 800 | ≤65. | 290-360. | 2250 |
| G140-100 | 1400. | 1000 | ≤65. | 350-420. | 2560 |
| G150-100. | 1500 | 1000 | ≤70. | 420-500. | 2710 |
| G150-110 | 1500 | 1100 | ≤70. | 460-550. | 2710 |
| G160-120 | 1600 | 1200. | ≤75. | 590-680. | 2900 |
| G160-140 | 1600 | 1400. | ≤75. | 690-780. | 2ⅹ1120 |
| g170-100. | 1700 | 1000 | ≤80. | 450-620. | 2¼1000. |
| G170-120 | 1700 | 1200. | ≤80. | 630-730. | 2ⅹ1100 |
| G180-100. | 1800 | 1000 | ≤85. | 700-850. | 2¼1000. |
| G180-120 | 1800 | 1200. | ≤85. | 850-1020 | 21200 |
| G200-120 | 2000年 | 1200. | ≤90. | 950-1180. | 2¼1600 |
| G200-160 | 2000年 | 1600 | ≤90. | 1300-1580 | 2¼1800 |
使用磨削助剂
研磨辅助装置可以在水泥研磨过程中消除对磨削介质和衬片的材料结块和材料附着的现象。它有效提高了研磨环境和效率,以及降低能耗。除此之外,还应采取措施加强水泥厂的通风,降低熟料温度和研磨机内的温度。
合理安排生产序列
水泥设备的电机功率通常很大。这不仅会增加启动负载,还不会导致电源线的电压波动,从而导致电源质量差,最终增加功耗。因此,水泥生产过程的顺序应合理地安排。首先是研磨,第二个是包装,最后是原料制备。此外,它们之间的间隔应为15-20min,以确保电压稳定性。
提高电气设备的功率和效率
- 采用变频节能设备。
- 采用现场补偿设备。它不仅具有自调节静电电容器,还具有自动相位改性器单元。
- 应用低压电机全相控制技术。
- 使用绿色照明系统。
通过这些技术,当无用的电力需求减少时,将减少有用的功率的损失。